
Consultoría de Gases Industriales
Sin costo, Solo resultados.
Estamos seguros de lo que hacemos, por eso nuestra única modalidad es de Honorarios por Éxito.
Sin resultado, no hay honorarios ni costos fijos.
El servicio se financia únicamente desde el ahorro generado.


Atendemos a todos los sectores y tamaños de industria.
Nuestro Contacto Directo: info@CrioFlux.com
Nuestro objetivo es claro: eliminar sobrecostos para que usted pague exactamente lo que corresponde por su consumo real.
#Detectamos fugas, revisamos contratos y evaluamos alternativas de generación on-site que los proveedores tradicionales no proponen.
# Ofrecemos auditorías independientes que integran análisis técnico, comercial y legal del suministro de gases.
# Más de 30 años de experiencia operativa y comercial desde dentro de las principales empresas productoras de Gases.
#CrioFlux SRL es la primera empresa especializada en consultoría de Gases Industriales.



Pharma.
Nitrógeno (N₂)
Inertización de reactores
Envasado de blísters
Flushing de viales y ampollas
Blanketeo de materias primas y graneles
Purga de líneas de transferencia
Presurización de tanques de transferencia y manifolds
Nitrógeno líquido (LN₂)
Liofilización
Molienda criogénica de principios activos y excipientes
Criopreservación de biológicos, vacunas y células
Control de temperatura en reactores y procesos sensibles
“En el sector PHARMA, los gases de proceso están clasificados internacionalmente como ‘critical utilities’ al mismo nivel que el agua y el vapor, y forman parte de las estrategias de control de contaminación exigidas por las GMP/BPF; en paralelo, estudios de costo de no calidad muestran que un solo lote fallido puede costar entre 5 y 10 veces su valor directo, lo que explica por qué cada vez más plantas están auditando también sus sistemas de gases.”



Fundición
En tratamientos térmicos y fundición de aleaciones especiales, nuestros clientes reportan que una atmósfera de horno mal controlada degrada resistencia y ductilidad de la colada, generando piezas rechazadas y pérdidas económicas significativas. Hoy dia se considera la atmósfera controlada un requisito básico de calidad y seguridad para proveer a industrias como la automotriz, química y nuclear.
Nitrógeno (N₂)
Atmósfera protectora en hornos de recocido
Purga y barrido de hornos antes y después de ciclo
Temple en lecho fluidizado
Cementación gaseosa diluida
Desgasificación de aluminio fundido (cuando se admite N₂)
Inertización de líneas, cámaras y cajas de atmósfera controlada
Hidrógeno (H₂) / Formier gas (N₂ + H₂)
Atmósfera reductora en recocido brillante
Eliminación de óxidos superficiales sin decapado químico
Sinterizado de piezas en polvo metálico bajo atmósfera reductora




Alimenticio
Los gases de grado alimenticio son un elemento crítico del sistema HACCP y condicionan vida útil, mermas y riesgos de retirada, lo que justifica auditorías específicas de sistemas de gases y atmósferas modificadas.
Dióxido de carbono (CO₂)
Carbonatación de bebidas (gaseosas, cervezas, aguas, vinos espumosos).
MAP y atmósferas controladas para carnes, pescados, frutas y vegetales (efecto antimicrobiano).
Congelación y refrigeración con nieve carbónica o CO₂ líquido en transporte y logística refrigerada.
Inertización y protección frente a oxidación en tanques y líneas de zumos, vinos y otros líquidos.
Oxígeno (O₂)
Oxigenación y control de procesos biológicos (fermentaciones específicas, acuicultura para pescado vivo o en proceso).
Refuerzo de tratamientos con ozono para sanitización de aguas de proceso y superficies.
Mezclas N₂ / CO₂
Envasado en atmósfera modificada para carnes frescas y elaboradas, productos ready-to-eat y quesos, ajustando la proporción según vida útil objetivo.
Nitrógeno (N₂)
Envasado en atmósfera modificada (MAP) para snacks, panificados, café, carnes y embutidos.
Inertización de tanques, silos y líneas de líquidos (aceites, vinos, cervezas, jugos) para evitar oxidación y pérdidas de calidad.
Barrido de oxígeno en espacio de cabeza de tanques y envases antes del llenado y sellado.
Presurización y “cushioning” en envases frágiles (chips, galletitas, productos delicados).
Congelado y enfriado rápido con nitrógeno líquido en túneles y sistemas criogénicos.



Medicinal
Los gases medicinales están regulados como medicamentos y utilidades críticas para la asistencia respiratoria, anestesia y cuidados intensivos; incidentes de calidad o interrupciones de suministro se consideran eventos de alto riesgo asistencial, por lo que cada vez más instituciones privadas recurren a auditorías especializadas.
Oxígeno medicinal (O₂)
Terapia respiratoria y oxigenoterapia en salas generales, UTI y guardia.
Reanimación y emergencias (paros cardiorrespiratorios, shock, politrauma).
Apoyo ventilatorio en quirófano y unidades de cuidados intensivos.
Cámaras hiperbáricas y tratamientos de hipoxias específicas.
Nitrógeno (N₂) y otros
Gas de servicio para alimentar instrumental quirúrgico donde no se dispone de aire de instrumentos.
Nitrógeno líquido para criopreservación de muestras, tejidos, células y bancos de sangre.
Óxido nitroso (N₂O)
Gas anestésico y analgésico en quirófanos y odontología.
Mezclas con oxígeno para sedación consciente y procedimientos menores.
Dióxido de carbono (CO₂)
Insuflación en cirugías mínimamente invasivas (laparoscopía, artroscopía, endoscopía quirúrgica).
Algunas aplicaciones en crioterapia y procedimientos especiales.



Oil & Gas
Los gases son críticos para purga e inertización de equipos, cerrado de pozos y combustión en turbinas y calderas; la estandarización de prácticas de seguridad y eficiencia está llevando a muchas operadoras y generadoras a auditar sus sistemas de gases para reducir riesgos operativos y mejorar la disponibilidad de planta.
Nitrógeno (N₂)
Purga e inertización de tanques de almacenamiento de crudo, combustibles y productos intermedios, reduciendo riesgo de explosión y oxidación.
Comisionado de gasoductos y poliductos: purga de aire, secado posterior a pruebas hidrostáticas y pruebas de presión / estanqueidad.
Inyección en pozos (EOR / mantenimiento de presión de reservorio, estimulación de producción en campos maduros).
Soporte a operaciones de completación y workover (limpieza, desplazamiento de fluidos, control de atmósferas inflamables).
Oxígeno (O₂)
Combustión en turbinas y calderas (como parte del aire o en esquemas de oxicombustión) para generación eléctrica y cogeneración.
Aplicaciones de oxicombustión y captura de CO₂ en centrales térmicas avanzadas (oxy-fuel).
Dióxido de carbono (CO₂)
Control de pH en cultivos celulares
Cromatografía supercrítica (SFC)
Incubadoras de CO₂ para cultivo celular y microbiología
Argón (Ar)
Flushing de inyectables de alta sensibilidad a la oxidación
Atmósfera inerte en procesos críticos y etapas de llenado estéril
Protección de soluciones y formulaciones muy sensibles al oxígeno
Oxígeno (O₂)
Fermentación aeróbica en biorreactores
Cultivo celular en procesos biotecnológicos
Soporte a procesos de oxidación controlada
Oxígeno (O₂)
Oxicorte de palanquillas y operaciones de desbaste
Quemadores de oxicombustión en hornos de fusión de metales no ferrosos
Enriquecimiento de llama en hornos de reverbero y hornos rotativos
Argón (Ar)
Atmósfera inerte para tratamiento térmico de aleaciones reactivas (titanio, aluminio, aceros inoxidables de alta aleación)
Sinterizado de piezas por fabricación aditiva y metalurgia de polvos
Atomización de polvos metálicos
Desgasificación de aluminio cuando el N₂ genera nitruración indeseada

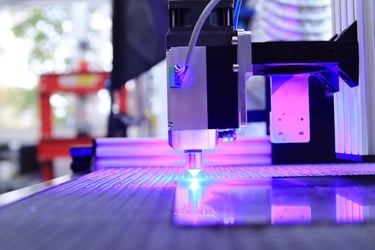

Corte Laser
El gas representa una parte relevante del costo por pieza, y distintos fabricantes muestran que ajustar tipo, presión y pureza del gas (N₂, O₂, aire) reduce hasta un 40–45% el costo de corte frente a configuraciones estándar, además de disminuir rebabas, oxidación y retrabajos; por eso cada vez más talleres y plantas metalúrgicas están auditando específicamente sus sistemas de gases y generación de nitrógeno in situ para bajar el costo por metro cortado y estabilizar la calidad
Nitrógeno (N₂)
Gas de asistencia en corte láser de acero inoxidable, aluminio y aleaciones no ferrosas.
Genera bordes libres de óxido (“bright cut”), aptos para pintura, recubrimientos y soldadura directa sin retrabajos.
Usado a alta presión para expulsar el material fundido del kerf y evitar decoloración o recascarillado.
Aplicado en corte de chapa fina a media espesor donde se prioriza calidad de borde sobre velocidad máxima.
Oxígeno (O₂)
Gas de asistencia en corte láser de aceros al carbono y baja aleación.
Aprovecha la reacción exotérmica de oxidación para aumentar velocidad de corte y capacidad de espesor.
Produce un borde oxidado que suele requerir algún grado de limpieza o mecanizado previo a pintura o soldadura de alta exigencia.
Muy usado en corte de espesores medios y grandes donde prima productividad (m/min) por sobre acabado superficial perfecto.
Aire comprimido
Gas de asistencia “intermedio” (mezcla natural de ~21% O₂ y 78% N₂) para corte láser de chapas finas de acero al carbono, inox y aluminio.
Permite reducir costo de gas frente a N₂ puro, con calidad de borde aceptable para muchas aplicaciones industriales.
Suele emplearse en equipos con compresores oil-free y sistemas de tratamiento de aire para garantizar limpieza y estabilidad del chorro.
Nitrógeno generado in situ (PSA / membrana)
Fuente habitual de N₂ para corte láser en talleres y plantas metalúrgicas que buscan reducir costo frente a cilindros o tanques.
Permite ajustar presión y pureza según tipo de material y espesor (mayor pureza para inox y aluminio exigentes).
Se integra como “utility” crítica junto con aire comprimido y energía eléctrica en células de corte láser de alta productividad.
Otros gases (casos especiales)
Argón (Ar): ocasional como gas de protección en procesos híbridos láser + arco (soldadura/corte combinados), no tan frecuente en corte láser puro.
Helio (He): muy puntual en aplicaciones láser de alta potencia y materiales especiales, más por razones técnicas que por costo.
Dióxido de carbono (CO₂)
Fluido de trabajo en ciertos esquemas de combustión y captura (oxy-fuel con recirculación de CO₂).
Uso en algunos procesos de recuperación mejorada (EOR) como alternativa al nitrógeno, según condiciones de reservorio.

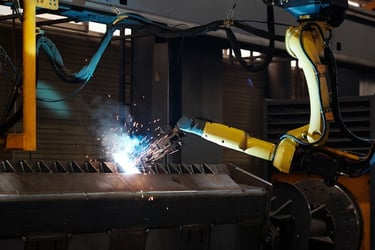

Soldadura y OxiCorte
El gas de protección (argón, CO₂ y sus mezclas) tiene un impacto directo en estabilidad del arco, salpicaduras, porosidad y velocidad de deposición; fabricantes y proveedores muestran que una selección y ajuste correctos del gas pueden reducir de forma significativa el retrabajo, mejorar la productividad hasta márgenes cercanos al 90% de eficiencia de deposición y disminuir consumos energéticos, por lo que cada vez más plantas metalmecánicas y automotrices incorporan auditorías específicas de sus sistemas de gases para soldadura.
Argón (Ar) y mezclas Ar/CO₂
Gas de protección principal en soldadura TIG de inox, aluminio y aleaciones especiales.
Componente base de las mezclas para MIG/MAG (80/20, 75/25, 90/10 Ar/CO₂) en aceros al carbono y baja aleación.
Mejora estabilidad del arco, reduce salpicaduras y facilita cordones limpios con menos limpieza posterior.
Dióxido de carbono (CO₂)
Gas activo en MAG, con buena penetración y estabilidad del arco, muy usado por su bajo costo.
Usado puro en aplicaciones donde se prioriza economía sobre acabado (más salpicadura y humo, más limpieza).
Mezclas especiales y otros gases
Ar/O₂, Ar/CO₂/O₂ y mezclas con He o H₂ para optimizar perfil de cordón, penetración y velocidad en aplicaciones específicas.
Helio (He) en mezclas para TIG/MIG de aluminio, cobre y piezas críticas con alta conductividad térmica.
Oxígeno (O₂)
Oxicorte manual y automático de chapas, perfiles y palanquillas de acero al carbono.
Corte de desguace y seccionado de estructuras, chatarra y equipos fuera de servicio.
Precaliantamiento y calentamiento localizado antes de doblado, enderezado o soldadura.
Soporte de llama en soldadura oxiacetilénica / oxipropano para aporte de material.
Acetileno (C₂H₂)
Combustible principal en soldadura oxiacetilénica (unión de chapas finas, caños, reparaciones).
Llama de alta temperatura para calentamiento localizado, enderezado y trabajos de mantenimiento.
Corte manual de chapas y perfiles cuando no se dispone de equipos de plasma o láser.
Propano / Propano-butano
Combustible para oxipropano en corte, precalentamiento y calentamiento de piezas y estructuras.
Muy utilizado en tareas de mantenimiento, calderería pesada y desguace por su menor costo frente al acetileno.
Mezclas de gases combustibles
Mezclas específicas (por ejemplo, propano + aire, gas natural + oxígeno) para sopletes de corte y precalentamiento en líneas de producción y acería.
CRIOFLUX OIL & GAS SRL
info@CrioFlux.com